Atingerea firului intern începe cu selectarea instrumentului dorit.După primul pas este găurirea unei găuri. De fapt, această etapă este cea mai importantă, pentru că dacă greșești cu selecția diametrului, atunci șurubul va atârna, fie când firul este tăiat de la suprasarcină, robinetul se va rupe. Cel mai bine este să determinați diametrul găurilor din tabele, dar se poate face și o estimare brută: scăzând pasul său din diametrul firului, puteți obține o valoare aproximativă a diametrului necesar al găurii.
De exemplu, dacă diametrul exterior al firului este de 18 mm și pasul de 1 mm, atunci este necesar să se găurească o gaură de 17 mm. Este necesar să găuriți strict perpendicular pe suprafața piesei (din cauza abaterilor, este posibilă resturi în timpul tăierii). La orificiul găurit, este de dorit să se facă un mic chamfer. Pentru găuri orbe, adâncimea trebuie să fie mai mare decât lungimea piesei care trebuie tăiată, astfel încât instrumentul să depășească limitele lungimii de fir necesare la tăiere. Dacă acest stoc nu este furnizat, firul va fi incomplet.
Partea cu o gaură găurită este fixată într-o menghină. Robinetul este fixat în cap (dacă nu, folosiți o cheie reglabilă) sau mandrina mașinii. Calitatea filetului, viteza de tăiere și durata de viață a sculei sunt afectate în mod semnificativ de selecția corectă a fluidului de tăiere (lichid de răcire). Pentru a nu strica scula și pentru a obține firul curat și cu profilul corect, este necesar să aplicați următorul lichid de răcire:
emulsie diluată (o parte a emulsiei amestecată cu 160 de părți de apă);
uleiul de in poate fi utilizat pentru alamă și piese din oțel;
pentru produse din aluminiu - kerosen;
pentru piese din cupru roșu - treptina este posibilă;
în produsele din fontă și bronz, tăierea trebuie efectuată la uscat.
Uleiurile minerale și de mașină nu pot fi utilizate - ele contribuie la o creștere semnificativă a rezistenței, pe care instrumentul o depășește în timpul funcționării, au un efect negativ asupra rugozității firului și duc la uzura rapidă a robinetului.
1.2. Reguli pentru atingerea unui fir feminin
Pentru filetarea manuală, instrumentul este introdus vertical în orificiu (fără să se înțepe). Poarta este rotită în direcția corectă (pentru firul drept în sensul acelor de ceasornic) nu tot timpul, dar periodic face 1-2 viraje în direcția opusă.
Cu o astfel de mișcare de întoarcere rotativă a robinetului, cipul tăiat se rupe, devine scurt (strivit) și este mai ușor de îndepărtat din zona de lucru, iar procesul de formare a firului este mult mai ușor. La sfârșitul tăierii, instrumentul se întoarce prin întoarcerea mânerului în direcția opusă, apoi este trecut prin firul finisat prin sau către opritor pentru găuri orbe. De asemenea, trebuie respectate următoarele reguli:
Atunci când formați fire din metale vâscoase și moi (aluminiu, cupru, iepuri și altele), precum și în găuri adânci, instrumentul trebuie să fie neșurubat periodic din orificiu pentru curățarea canelurilor de aschii.
Atunci când utilizați un set de robinete, trebuie utilizate toate instrumentele setate. Tăierea imediată cu un robinet fin sau mediu, iar apoi finisarea fără a trece fără ruperea nu accelerează, ci doar încetinește și complică procesul de tăiere. În plus, filetul în acest caz este de o calitate slabă, iar instrumentul se poate rupe. Robinetele fine și mijlocii sunt înșurubate în gaură manual (fără buton) până când instrumentul trece corect prin fir și numai după aceea butonul este instalat și lucrul continuă.
În timpul procesului de tăiere, este necesar să monitorizați cu atenție introducerea corectă a sculei, astfel încât să nu se strecoare. Pentru a face acest lucru, este necesar să verificați poziția robinetului în raport cu planul superior al piesei, cu un pătrat, utilizând fiecare 2-3 fire de cip nou tăiate. Aveți grijă deosebită cu găuri orbe și mici.
Atingeți design
Atingeți (Fig. 1) este un șurub întărit, pe care sunt tăiate mai multe caneluri drepte sau elicoidale, formând marginile de tăiere ale sculei. Șanțurile asigură, de asemenea, amplasarea așchiilor generate în timpul tăierii, așchii pot fi îndepărtați din zona de tăiere.
Robinetul este format din două părți - prelucrare și șanț, la capătul căruia se face un pătrat (pentru robinetele de mână). Partea de lucru a robinetului include: o parte de tăiere (admisie), care asigură scoaterea părții principale a indemnizației pentru prelucrare; partea de calibrare care realizează prelucrarea finală a firului; caneluri de cipuri; pene (filetele despărțite prin caneluri) și un miez care oferă robinetului o rezistență și o rigiditate suficientă pentru prelucrare. Partea de coadă a robinetului servește la fixarea în troliu, care sunt utilizate pentru mișcarea de lucru și la ralanti.
Partea de lucru a robinetului este realizată din oțeluri de carbon pentru scule de calitate U11, U11A, oțel de mare viteză sau aliaj dur. Alegerea materialului piesei de lucru depinde de proprietățile fizico-mecanice ale piesei. Pentru robinetele dintr-o bucată, materialul de coadă este același, iar pentru robinetele constând din două părți conectate prin sudare, coada este realizată din oțel structural de grade 45 și 40X: Numărul de caneluri fabricate pe robinet depinde de diametrul său (trei caneluri pentru două robinete cu un diametru până la 20 mm și patru pentru robinete cu un diametru de peste 20 mm).
Lucrarea principală când filetarea este realizată de muchiile tăietoare formate de intersecția suprafețelor frontale ale canelurilor cu suprafețele din spate (înapoi, realizate într-o spirală arhimedeană) a piesei de lucru. Spatarea suprafeței posterioare a dinților de tăiere permite menținerea profilului lor după șlefuire, care se realizează central în atelierele de măcinare.
De regulă, robinetele sunt realizate cu caneluri drepte, cu toate acestea, robinetele cu caneluri elicoidale sunt utilizate pentru a îmbunătăți condițiile de tăiere și pentru a obține fire precise și curate. Unghiul de înclinare a unei astfel de canale către axa robinetului este de 8 ... 15 °. Pentru a obține suprafețe filetate precise și curate în găurile de trecere atunci când prelucrați materiale moi și vâscoase, se utilizează robinete fără caneluri.
Fig. 1 Atingeți:
a - construcție: 1 - fir (fir); 2 - pătrat; 3 - coada; 4 - canelură; 5 - stilou de tăiere;b - parametrii geometrici: 1 - suprafață frontală; 2 - margine de tăiere; 3 - o suprafață sprijinită; 4 - suprafața din spate; 5 - stilou de tăiere; α este unghiul din spate; β este unghiul de tăiere;δ este unghiul punctului; γ este unghiul rakei; în - cu o canelură de flaut spiralat: 1 - canelură; g - tăierea firelor oarbe; ω este unghiul de înclinare a canelurii elicoidale.
Destul de des, în practică, trebuie să se confrunte nevoia de a tăia un fir cu diametrul dorit în orice orificiu. Dată fiind simplitatea aparentă a acestui proces, este necesar să se respecte anumite reguli specifice și succesiunea acțiunilor.
Trebuie amintit că orificiul de trecere pentru filetare trebuie să aibă un diametru puțin mai mic decât diametrul filetului în sine. Există tabele speciale care conțin dependența diametrelor găurilor și a firelor. De exemplu, pentru un fir M3, este necesară o gaură de trecere cu un diametru de 2,5 mm, iar pentru un fir M5 - 4,2 m. Dacă orificiul este mai mare, firul va fi „dezlănțuit” și dispozitivul de fixare nu va fi puternic. Dacă diametrul găurii este mai mic decât cel tabular, atunci la robinet va veni mai multă forță și există riscul de rupere. De asemenea, trebuie amintit că pentru formarea unui fir în găuri orb este necesar să îl găuriți la o adâncime mai mare decât lungimea estimată a firului. Forma robinetului face imposibilă filetarea la toată adâncimea găurii. Tăierea firelor se efectuează în mai multe treceri, de obicei în trei. Tasturile sunt împărțite în proiect, mediu și corect. Începeți filetarea cu un robinet dur, apoi faceți o trecere de mijloc și terminați cu una fină. Dacă faceți un fir cu orice singur robinet, firul va fi dur și există riscul de a se rupe un instrument în gaură. Trebuie amintit că după o rotație completă a robinetului, trebuie să faceți o jumătate de rotație în direcția opusă. Acest lucru facilitează separarea cipurilor de suprafața alezajului și contribuie la ieșirea sa din fir. Și folosiți întotdeauna un instrument de lucru, nu uzat. Atunci probabilitatea de a trimite o parte importantă în căsătorie este redusă brusc.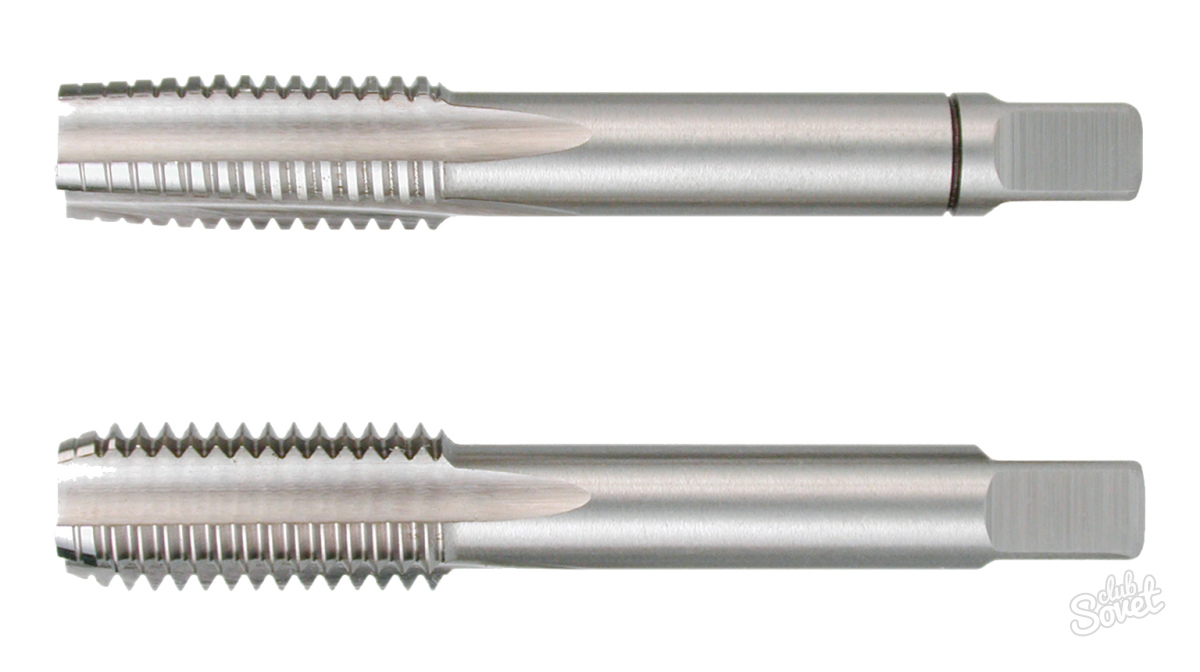



Practic asta este. Sperăm că aceste scurte recomandări te vor face să te simți ca un adevărat profesionist în curând.
Instrumente de calitate slabă - muncă de calitate slabă. Folosirea robinetelor sau a matrițelor vechi moale sau ruginite este plină de o întrerupere a procesului și de un fir slab al piesei. În plus față de instrumentele îndelungate necorespunzătoare, trebuie evitate cele care sunt improprii de la bun început. Acestea includ toate opțiunile ieftine de origine necunoscută.
În plus față de calitate, dimensiunea lor este de asemenea importantă, și anume raportul dintre dimensiunile burghiei folosite și gaura pentru aceasta. Parametrii necesari pot fi calculați datorită formulei, dar pentru a facilita acest proces, sunt date exemple cu raportul exact:
- fir metric M2 - burghiu (robinet) diametru 1,6 mm;
- m. M2.5 - d. 2,2 mm;
- m. M3 - d. 2,5 mm;
- m. M4 - d. 3,3 mm;
- m. M5 - d. 4,2 mm;
- m. M6 - d. 5 mm;
- m. M8 - d. 6,7 mm;
- m. M10 - d. 8,3 mm.
Ungerea pieselor
Acest moment este foarte important, deoarece datorită acestuia, instrumentul folosit va dura de câteva ori mai mult. În plus, reduce probabilitatea ruperii burghiului în interiorul orificiului și reduce temperatura marginilor încălzite ale robinetului. Dar atunci când alegeți un lubrifiant, este necesar să țineți cont de materialul pieselor pe care este aplicat firul:
- oțel, alamă - ulei de in;
- aluminiu - kerosen;
- cupru - terebentină;
- bronz, fontă - fără utilizarea lichidului de răcire (fluid de tăiere).
Filetat
Principalele nuanțe au fost deja spuse, acum puteți merge direct la modul de a tăia firul cu un robinet sau a muri. Pas cu pas, acest proces este următorul:
Fixați piesa de prelucrat într-un viciu.
Foram o gaură pentru tăierea ulterioară a firului intern.
Folosind un burghiu, al cărui diametru este cu câțiva milimetri mai mare decât firul planificat, am pus un șampon pe marginea găurii. Este necesar pentru o intrare mai ușoară a robinetului, precum și pentru a facilita procesul de înșurubare a șurubului în produsul finit.
Introduceți în buton (un dispozitiv pentru montarea robinetelor și matrițelor) un robinet de proiectare.
Aplicați lubrifiant pe partea de tăiere.
Introducem un robinet în gaură și facem trei rotiri.
După primele trei viraje, faceți o revoluție în direcția opusă. Astfel, spargem jetoanele obținute în procesul de tăiere și nu vor interfera cu o aplicare de înaltă calitate și uniformă.
Dacă orificiul piesei este trecut, trebuie să vă asigurați că partea din față a robinetului iese complet din spate. Făcând acest lucru, riscăm să obținem un fir neterminat.
Tăierea marginii unui robinet într-o gaură oarbă
Dacă capătul părții sparte este complet „încastrat” în gaură, va fi foarte dificil să-l obțineți. Dar, având răbdare pentru a face acest lucru, este totuși real. Veți avea nevoie de parafină, un băț de lemn alungit și subțire, acid azotic. Ungem piesa de prelucrat cu parafină (o protejăm de expunerea la acid). Udați capătul bățului cu acid, introduceți-l în gaură și ungeți marginile tăietoare ale robinetului.
Este necesar să continuați procedura până când marginile încep să se topească. După aceasta, cipul este fie eliminat cu un ciocan pe partea din spate a părții, fie alege cu o pensetă.
Luând partea necesară, o fixăm într-un viciu. Pe o parte cu un dosar facem un mic șampon, ungem această parte cu ulei, kerosen sau terebentină (în funcție de material).
Introduceți și fixăm matrița în suportul de matriță. Punem matrița la capătul dorit al țevii și o rotim încet în direcția de care avem nevoie cu o mână, cu mâna a doua cu siguranță presăm partea superioară a matriței spre țeavă.
Când matrița stă ferm pe țeavă, verificați perpendicularitatea acesteia pe țeavă, prindeți suportul de matriță cu ambele mâini și faceți 3-4 rotiri înainte, apoi o jumătate de întoarcere înapoi.

Când tăiați fire externe, există o singură avertizare, în ultimele viraje, nu rotiți înapoi, acest lucru va permite piulița să se fixeze ferm pe țeavă.
Vă rugăm să rețineți că firele tăiate proaspăt nu ar trebui să fie atinse cu mâinile goale, pot exista burrs foarte ascuțite pe el și există o mare probabilitate de tăiere.
Tăierea firelor.
Patru condiții pentru filetarea de succes.
- Un robinet ascuțit și de înaltă calitate. Dacă găsiți un robinet ruginit într-o cutie cu cuie, nu ezitați să-l aruncați. Dacă muchia de tăiere este obturată, nu vom vedea un fir bun, un astfel de robinet se va rupe în prima gaură. Odată cu extragerea sa, necazul va fi mult mai mult decât cu achiziționarea unuia nou. Artizanat chinezesc din oțel de calitate scăzută, potrivit numai pentru lucrul cu plastic)
- Grease. Pentru ca robinetul să dureze mai mult, pentru a reduce probabilitatea unei ruperi, ungeți întotdeauna. Câteva picături de ulei sau kerosen vor îmbunătăți semnificativ calitatea firului și vor facilita munca. Acest lucru este important în special pentru găurile orb. Iar aluminiu vâscoz se va lipi mai puțin de marginile tăietoare. De asemenea, lubrifiantul răcește marginile tăietoare ale robinetului, nu uita de el.
- Diametrul găurii selectat corect. Este foarte important. Dacă orificiul este mare, șurubul va atârna, dacă este mic, robinetul se va desface de suprasarcină. Nu voi da formula de calcul, pur și simplu voi enumera cele mai comune diametre. Pentru fir metric Burghiu M2 F1.6mm; M2.5 - F2.2mm; M3 - F2.5mm; M4 - 3,3 mm; M5 - 4,2 mm; M6 - 5mm; M8 - 6,7mm; și M10 - 8,3 mm.
- Calificare. O abilitate este necesară în orice și vine doar cu practica. Ne antrenăm, spargem robinetele - vom învăța. Mai întâi, filați primul robinet, apoi al doilea. Atât robinetul cât și gaura sunt curățate de așchii după trecerea, de exemplu, cu o periuță de dinți veche. Dacă gaura este adâncă, pentru a o curăța, trebuie să deșurubați periodic robinetul complet. După fiecare revoluție, este necesar să faceți o jumătate de revoluție în direcția opusă, pentru a juca jetoane.
Cel mai simplu mod de a tăia firul în gaura de trecere, atunci apar probleme rar. Mai greu de tăiat "în
detalii despre corp, după cum spune un mecanic. Riscul de rupere a unui robinet crește pe măsură ce gaura este umplută cu jetoane. Dacă a existat deja o astfel de oportunitate și nu puteți găuri o gaură în apropiere, puteți elimina fragmentul de la robinet în mai multe moduri. Cea mai bună opțiune este atunci când o parte a robinetului rămâne lipită din gaură. În acest caz, puteți macina ciotul proeminent pe o cămăruță, sub spatula și încercați să deschideți cleștele.
Cel mai rău lucru este că, dacă trebuie să scoateți un robinet care s-a rupt adânc în gaură ... În acest caz, trebuie să vă înarmați cu răbdare, acid azotic și un băț de lemn. O picătură de acid cu un băț se aplică pe cipul nefericit. Procedura se repetă până când acidul își mănâncă marginile tăietoare, până când cipul poate fi atins cu penseta sau eliminat pe partea opusă. Dacă este necesar, parafină poate proteja partea de acid. În același mod, puteți obține un burghiu spart. Când lucrați cu acid, nu uitați de măsurile de siguranță.
Taiere exterioară a firului.
Aproape la fel ca la robinete.
1. Matrițe ascuțite și de înaltă calitate . O matriță plictisitoare va face un fir „sfâșiat”, piulița poate fi înșurubată doar cu o cheie.
2. Grease. La fel, durata de viață a instrumentelor, răcirea, calitatea firului ...
3. Diametrul corect al tijei. Acest lucru este ceva mai ușor decât cu robinetele. Pentru firul M3 ai nevoie de o bară de 3 mm, pentru M4 - 4mm etc.
4. Calificare. Cel mai important este să începeți fără probleme filetarea pe bara. Înainte de a tăia, este necesar să tăiați capătul barei pe fâșie, să faceți o „abordare” lină și șampon, așa cum se arată în figură.

Dacă nu a început fără probleme, iar firul s-a târât în \u200b\u200blateral, ar trebui să tăiați o bucată de bara și să începeți din nou. După fiecare revoluție, este necesar să faceți o jumătate de revoluție în direcția opusă, pentru a juca jetoane.
Filetarea: concepte de bază
Un tip de conexiune atunci când efectuați diverse tipuri de lucrări de instalare este o conexiune cu filet. Acest tip de conexiune este utilizat în cazurile în care este imposibil de utilizat sudarea sau orice altă metodă.
Filetarea este procesul de prelucrare a unei piese cilindrice cu un instrument special de banc, în care metalul este îndepărtat în spirală de pe suprafața exterioară sau interioară a piesei. Această operație tehnică se realizează pe piulițe, șuruburi, știfturi, cuplaje, precum și conducte. Dacă trebuie să efectuați instalarea conductelor manual, atunci trebuie să vă familiarizați cu procesul de filetare manuală.
Firul este caracterizat de următorii parametri:
Diametrul firului;
- pasul firului;
- profilul firului;
- unghiul de profil;
- adâncimea firului.
Conceptele firelor
Există trei tipuri de fire:
În aer liber;
- intern;
- in medie.
Diametrul exterior al firului este distanța maximă dintre două puncte opuse. Distanța dintre două puncte diametral opuse situate deasupra firului intern se numește diametru intern. Diametrul mediu este distanța diametrului opus a două puncte, dintre care unul se află în cavitatea firului, iar celălalt la vârful său.
Distanța dintre viraje se numește pasul firului.
Conturul firului format prin secțiunea longitudinală a axei piesei se numește profil de fir. Profilul de fir este împărțit în:
Trapezoidal;
- triunghiular;
- dreptunghiular.
Firul cu profil triunghiular este utilizat pe piese cu caracter de conectare, cum ar fi piulițe, șuruburi, șuruburi, de aceea se numește fixare. Acest tip de fir este utilizat la asamblarea conductelor de apă. Firul special are un contur dreptunghiular.
În funcție de sensul de rotație, firul este fie la stânga, fie la dreapta.
Unghiul de profil este unghiul format din două laturi ale profilului unui fir.
Adâncimea firului este distanța de la vârful firului până la rădăcina sa.
Următoarea relație între frecvența, pasul și adâncimea firului este caracteristică: cu cât este mai mare distanța dintre viraje, cu atât este mai mare adâncimea firului și cu atât mai mică este frecvența virajelor.
Firul cu profil triunghiular poate avea o versiune metrică și inch. Profilul firului metric este un triunghi echilateral cu un vertex de 60 de grade, format de laturile adiacente ale unei viraje. Acest tip de fir este comun în industria construcțiilor de mașini și a instrumentelor. Unitatea de măsură pentru diametrele interioare și exterioare metrice este de 1 mm. Pasul metric este măsurat în centimetri sau milimetri.
Profilul de fir de tip inch are același contur ca și profilul firului metric, dar partea superioară a triunghiului este formată la un unghi de 55 de grade. La rândul său, tipul de inel de filet este împărțit în țeavă și montare. Tipul de fixare se caracterizează printr-o treaptă mai mare decât cea a conductei. Acest tip de fir este aplicat pe șuruburi, piulițe, știfturi.
Filetul de conductă este utilizat pentru a interfața țevile de țeavă și se caracterizează printr-o adâncime mică și o frecvență ridicată de viraje tăiate.
Procesul de filetare externă
Elementul de lucru direct, filetând metoda manuală, este o matriță.
Muietele sunt împărțite în:
Alunecare
- rotund;
- prismatic;
- întreg.
Tipul de alunecare este format din două părți și funcționează ca o parte a matrițelor de tăiere. În cadrul klöpp, sunt plasate părți ale matriței, care sunt fixate cu un „cracker” și un șurub. Șurubul îndeplinește, de asemenea, funcția de reglare a diametrului necesar filetului. Acest tip de matrițe poate fi filetat, chiar dacă piesa de prelucrat are un diametru diferit de-a lungul axei sale.
Matrițele rotunde sunt plasate în carcasă.suport titular poarta și sunt fixate cu două și patru șuruburi de fixare persistente.
Matrița prismatică are două părți identice, fiecare având o canelură prismatică la exterior pentru instalarea în interiorul matriței.
Filetat
A tăia fir feminin pe piesa de lucru se folosește un robinet care este introdus în corpul troliului de tăiere. Robinetul este format din: o coadă pătrată pentru fixarea lui în troliu; piesă de tăiere de lucru; piese de calibru pentru filetare precisă.
Pentru a tăia un fir intern mare, folosiți un set de trei robinete cu adâncimi diferite ale propriilor fire.
Dispozițiile de bază și caracteristicile firului
Instalarea conductelor de apă și gaz, împreună cu sudarea, se poate realiza printr-o conexiune cu filet. Când se împerechează conductele de apă și gaz cu conexiune filetatăfolosiți un tip cilindric de fir. Când conectați conductele în modul de cuplare, este necesar ca lungimea firului de pe țeavă să fie cu 2-3 mm mai mică decât lungimea internă a firului cuplajului. Ultimele două rânduri ale acestui tip de fir sunt numitefugi , care oferă blocarea cuplajului pe țeavă, care, în cele din urmă, elimină scurgerile în această secțiune de conectare.
Pentru demontarea conductelor, precum și pentru conectarea conductelor de diametre diferite, sunt utilizateconducere care au întotdeauna un fir extern.
Țevile cu gaz și încălzire au o grosime puțin mai mică decât conductele de apă. La filetarea gazelor și a conductelor de încălzire, trebuie să aveți grijă ca grosimea peretelui lor să nu devină critică.
Instrumente și instrumente pentru filetarea manuală
Pentru a tăia firul cu mâna, folosiți o unealtă specială numită șurubelniță. Înainte de filetare, țevile sunt pregătite: îndepărtează mici bavuri cu un fișier, îndepărtând șamponul de la capătul său la 45 de grade, ceea ce asigură formarea ușoară a primei viraje; ungeți zona de tăiere cu ulei tehnic pentru o cursă lină și moale a matriței de tăiere. În plăcuța cu șuruburi, șuruburile de blocare sunt desfăcute pentru a împinge părțile de tăiere ale matriței, a le bate la capătul țevii și a strânge din nou șuruburile, după care încep să rotească placa șurubului în sens orar.
Matrițele de țeavă sunt produse cu două seturi de matrițe pentru conductele de filetare cu diametre de 15, 20, 25, 32, 38, 50 mm.
Două tipuri de matrițe radiale (cu o singură față și două fețe) sunt utilizate în cleme de țeavă, care sunt furnizate cu un set de 4 piese, marcate cu numere de serie, precum și cu denumirea diametrului. Klupp are bucșe interschimbabile pentru diametrul necesar al conductei, care sunt introduse în flanșa de ghidare și fixate cu un șurub de strângere.
O caracteristică distinctivă atunci când lucrați cu o plită este o fire curată, fără burr.
Klupp Mayevsky
Instrumentul este echipat cu matrițe filetate din două piese. Este echipat cu 1 și 2 numere de matrițe, adecvate, respectiv, pentru filetarea conductelor cu un diametru de 15, 20 mm și conducte cu un diametru de 25, 30 mm. Dispozitivul se caracterizează prin înlocuirea ușoară a matrițelor, simplitatea designului și greutatea redusă.
Șurubelniță de tip clichet
Designul dispozitivului se distinge prin prezența unui inel cu clichet, care asigură rotirea matriței cu matrița. Două rachete în matriță sunt acoperite de obraji. Manevrați culegănat mișcare, capul șurubelniței este condus în rotație, ceea ce produce filetare.
Când filetați, asigurați-vă că capătul conductei nu atârnă, ci este fixat, altfel țeava se va „juca” și tăieturile de înaltă calitate nu vor funcționa. Suprafața de lucru a matriței trebuie să fie perpendiculară pe capătul conductei, în timp ce matrița de tăiere ar trebui să acopere capătul conductei pentru aproximativ două rotații. Pentru filetarea de înaltă calitate pe conducte de până la 25 mm, este suficient să efectuați o trecere cu un instrument de tăiere, pentru țevi cu diametrul mai mare - două treceri.
Întreținerea instrumentului este simplă: la sfârșitul lucrului, curățați întotdeauna de așchii de metal și ungeți cu ulei tehnic. Într-o stare deosebit de contaminată, curățarea se efectuează cu o soluție de sodă caustică (10 litri de apă și jumătate de kilogram de sodă caustică).
