Tabelul diametrelor găurilor filetate
fir reprezintă o canelură elicoidală de secțiune transversală constantă, realizată pe suprafața exterioară cilindrică sau conică (filet exterior) și interior (fir intern). Este utilizat pentru conectarea pieselor, precum și pentru a converti mișcarea de rotație în translație sau invers, în mecanisme și mașini.
fir există un singur început, format dintr-o helix (fir) sau multi-start, format din două sau mai multe linii.
În direcția helixului fir împărțit în dreapta și stânga.
În funcție de sistemul de dimensiuni fir sunt conducte metrice, inci, țeavă.
În metrică fir unghiul profilului triunghiular este de 60 °, diametrul și pasul exterior, mijloc și interior fir exprimat în milimetri. Firele metrice cu pas mare sunt indicate printr-o literă și un număr care exprimă diametrul exterior în milimetri: M10, M16 și așa mai departe. A indica fir cu un pas mic (distanța dintre viraje), la aceste date se adaugă un număr care exprimă pasul fir în milimetri: M6 × 0,6, M20 × 1,5 și altele asemenea.
În inch fir unghiul profilului triunghiular este de 55 °, diametrul firului este exprimat în inci (1 inch \u003d 2,54 cm), iar pasul este numărul de fire pe inch.
Exemplu de desemnare: 1 1/4 ″ (diametru exterior fir în centimetri).
țeavă fir diferă de centimetru, prin faptul că dimensiunea sa inițială nu este diametrul exterior, ci diametrul orificiului țevii, pe suprafața exterioară a căruia este tăiat fir.
Exemplu de desemnare: conductă 3/4 ″. (numerele indică diametrul interior al conductei în centimetri).
tăiere fir se desfășoară pe mașini de foraj, strunjire și tăiere a filelor speciale (înfășurarea profilului), precum și manual. În prelucrarea manuală a metalelor, interiorul fir tăiat cu robinete, iar cel exterior cu matrițe.
În consecință, în funcție de profilul tăieturii fir robinetele sunt împărțite în trei tipuri: pentru metric, inch și țeavă.
Robinetele manuale (din metal) sunt de obicei executate într-un set de trei sau două piese. Primul și al doilea robinet fir pre-tăiat, iar a treia îi conferă dimensiunea și forma finală.De obicei, numărul de fiecare robinet al kitului este marcat de numărul de modele de pe coadă. Există kituri constând din două robinete: preliminară (pescaj) și corectă. Primul și al doilea. Robinetele sunt fabricate din oțel carbon și aliaj de înaltă rezistență.
Burete sau plăci de față concepute pentru a tăia exteriorul fir, în funcție de proiectare, sunt împărțite în rotunde și prismatice (culisante).
La tăierea firelor, matrițele rotunde sunt fixate într-un suport special pentru șuruburi.
Tăierea firelor
Pentru tăierea interiorului fir o gaură este pregătită mai întâi cu un robinet. Burghiul are un diametru puțin mai mare decât diametrul interior al cerințelor necesare fir: dacă aceste diametre sunt egale, materialul extrudat în timpul tăierii va apăsa puternic dinții instrumentului. Drept urmare, dinții se încălzesc și particulele de metal se lipesc de ei, fir acesta se va dovedi cu solzi rupți (fire), în timp ce este posibilă o defecțiune a robinetului.
Figura arată tăierea interiorului fir:
a - robinet, b - tăiere fir.
Atingeți design
1 - partea de admisie;
2 - piesă de calibrare;
3 - canelură pentru flaut;
4 - gamba;
5 este un pătrat.
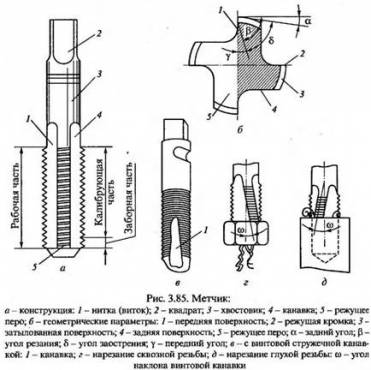
Figura următoare arată tăierea exteriorului fir:
a - matriță rotundă, b - matriță prismatică (culisantă), c - tăiere fir.
Desemnări cheie:
d1 - diametrul interior fir cui.
D2 - diametrul mediu fir cui.
D1 - diametrul interior fir fructe cu coajă lemnoasă.
D2 - diametrul mediu fir fructe cu coajă lemnoasă.
P - pas fir.
H1 - înălțimea profilului.
d găuri - diametrul găurii pentru tăiere fir.
Pentru a nu calcula diametrul găurii de dedesubt
fir, puteți utiliza tabelul.
| Diametrul filetului în mm | D 2 \u003d d 2 în mm | D 1 \u003d d 1 în mm | P în mm | H1 în mm | d găuri în mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
Dimensiunile și tabelul de valori a firului metric vă permit să efectuați tăieri de înaltă calitate, fără a apela la calcule matematice complexe. Tabelul oferă informațiile necesare cu privire la diametrul găurilor, pasul aplicat, burghie, etc. Toți parametrii sunt standardizați, ceea ce vă permite să obțineți o conexiune filetată de calitate și fiabilă cu propriile mâini.
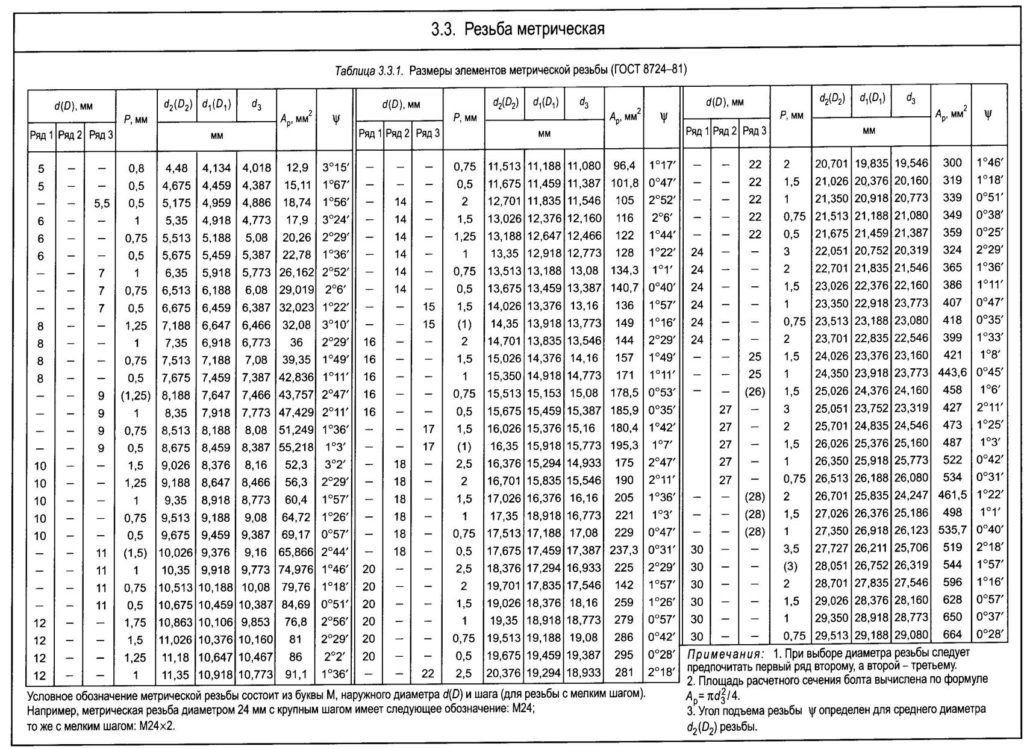
Foto tabel metric fir
- Marea majoritate a elementelor de fixare se bazează pe firele metrice din țara noastră;
- Unghiul profilului triunghiular al firului metric este de 60 de grade;
- Toate dimensiunile sunt în milimetri;
- Tăierea metrică este împărțită în produse cu pași mari și mici;
- Un pas mare este relevant pentru diametre de 1-68 mm, iar un pas mic - pentru diametre de 1-600 mm;
- Tăierea pe scară largă este utilizată la îmbinările care sunt supuse la sarcini de șoc;
- Filetarea fină este relevantă pentru piesele cu pereți subțiri și pentru imprimarea etanșității la îmbinări;
- Tăierea cu fir mic a devenit larg răspândită în dispozitivele de fixare pentru instalare și reglare. Acest lucru se datorează faptului că, cu ajutorul lor, este ușor să ajustați parametrii cu o precizie ridicată;
- Toate mașinile moderne sunt proiectate folosind doar tăieturi metrice.
Caracteristici și denumiri
Fotografia tabelului cu dimensiunile principale
Există tăiere metrică, inci, țeavă. Fiecare dintre ele este clasificat după mai multe criterii:
- Direcția virajelor este la stânga și la dreapta;
- Forma profilului - rotundă, persistentă, triunghiulară, etc .;
- Locație - externă, internă;
- Natura suprafeței și funcției - inch, metric, conic, etc;
- Numărul de intrări este de o singură intrare și multi-intrare.
În același timp, tăierea de inci și țeavă nu este la fel de frecventă ca metrica. În această privință, lăsați filet de inci și țeavă și luați în considerare metrica mai detaliat.
Firul are două caracteristici principale.
- Diametrul nominal Ele sunt numite dimensiunile condiționale utilizate în notație. Diametrul nominal este egal cu diametrul exterior al piuliței și șurubului, care sunt egale între ele.
- Pasul firelor. Dimensiunile pasului filetului sunt egale cu distanța dintre două puncte identice ale profilelor cele mai apropiate, care sunt situate în același plan. Definiția este destul de complicată, dar în practică, găsirea acestor dimensiuni este foarte simplă. Pentru a determina dimensiunile, trebuie să rolați un șurub pe o foaie de hârtie de înaltă densitate în miezul său și să măsurați ce pas este între cele mai apropiate caneluri localizate. Acesta este un pas. A determina astfel de dimensiuni în acest fel nu este o metodă de înaltă precizie. Dar pentru a vă asigura că dimensiunile sunt calculate corect, există un tabel special. Acest tabel vă permite să verificați cu calculele dvs. sau să determinați parametrii necesari, fără a apela la măsurători sau calcule matematice.
Inch, pipe și tăieturile noastre metrice au anumite denumiri de dimensiuni și alți parametri. Pentru ca tabelul să nu provoace o mulțime de întrebări inutile, vom încerca să vorbim despre toate nuanțele notației prezentate în el.
Literele și numerele sunt folosite pentru a indica firele. Ca exemplu, fir M40. aici:
- Litera M înseamnă tipul de feliere. M este metrică. Nu e un centimetru, o țeavă. Totul este foarte clar aici;
- 40 sunt diametre nominale. Numărul de după literă indică diametrele nominale ale firului. În cazul nostru, este de 40 mm;
- Dacă pasul firului este mare, acest lucru nu este afișat în desemnare. Poate fi determinat conform GOST.
Ca alternativă, luați în considerare un exemplu cu un pas mic - M30x2.
- Aici situația este similară în diametre - această cifră este de 30;
- Tăierea metrică, despre ce ne spune litera M;
- 2 înseamnă că pasul este de 2 milimetri.
Și câteva puncte importante.
- Firul poate avea pași diferiți și poate fi stângaci sau dreapta.
- Firul din dreapta nu este indicat în denumiri.
- Dacă vedeți ceva de genul M20 LH, aceasta indică direcția din stânga a firului.
- Numărul de vizite. Pentru un singur fir, numărul nu este indicat, întrucât este întotdeauna 1. Dacă este un fir multiplu, desemnarea arată așa ceva - M30x3 (P2). Aici în paranteze se indică pasul pentru fir, iar 2 este numărul de intrări.
Atingeți selecția
Robinetul este principalul instrument de lucru cu care este posibilă tăierea internă a viitorului conexiuni filetate. Prin urmare, pentru a face diferite tipuri de fir cu un anumit pas, va fi necesar să selectați corect un robinet pentru a finaliza sarcinile.
- În primul rând, maestrul ar trebui să aleagă tipul de robinet potrivit pentru firul planificat. În cazul nostru, vorbim despre robinete pentru tăierea metrică;
- În continuare, scopul este determinat - pas, toleranțe, forma profilului;
- În funcție de clasa de precizie, maestrul decide dacă este posibil să se facă cu un singur robinet sau pentru a finaliza operațiunea de care aveți nevoie pentru a obține un kit - un schiță și un final;
- Materialul pe care se execută tăierea. Materialul principal în care este confecționat firul este metalul. Mai mult, poate fi diferit din punct de vedere al puterii, ceea ce determină direct alegerea caracteristicilor robinetului;
- Unghiul frontal de ascuțire a dinților. Pentru fiecare tip de metal există o anumită valoare. Dacă este oțel, unghiul este de la 5 la 10 grade, pentru cupru - de la 0 la 5 grade, iar în cazul aluminiului - de la 25 la 30 de grade;
- Robinetele pot fi confecționate din oțel obișnuit, de înaltă rezistență sau din metal obișnuit, dar cu lipitori de rezistență crescută. Această din urmă opțiune vă permite să reduceți costul producției de robinete, dar să mențineți fiabilitatea ridicată;
- Cheia pentru alegerea unui robinet este diametrul găurii. Acesta va fi folosit pentru tăiere fir intern;
- În acest caz, diametrul sculei trebuie să fie puțin mai mic decât diametrul găurii. Dacă aveți nevoie de un fir metric tip M20, adică diametrul robinetului este de 20 mm, atunci diametrul găurii va fi de 19 mm. Toți parametrii necesari sunt determinați de un tabel specializat standardizat;
- Dacă firul nu are cerințe speciale, se aplică pasul standard specificat în tabel.
Nuanțe de feliere
Atunci când diametrele și alți parametri ai filetului necesar au fost determinați și robinetul a fost selectat, trebuie efectuată o operație de tăiere.
- Piesa de prelucrat pe care se execută tăierea este fixată într-un viciu.
- Axa găurii trebuie să fie poziționată cât mai perpendicular pe raport.
- Robinetul este instalat în priza gulerului, într-o poziție verticală, pornește în șampon sub gaura piesei de prelucrat.
- Cu două mâini, stăpânul ține butonul, apăsând robinetul pe partea respectivă și rotind în sensul acelor de ceasornic.
- Instrumentul trebuie rotit ușor, lin și uniform, cu puțină presiune.
- Se fac două viraje complete, după care o jumătate de viraj se face înapoi, în sens invers acelor de ceasornic.
- În procesul de fabricație a firului, scula este necesară răcită. Dacă este aluminiu, se folosește kerosen, turpentina acționează ca un răcitor pentru cupru și o emulsie pentru produse din oțel. Fonta și bronzul nu au nevoie de răcire.
- Firul intern este realizat de un set de robinete.
- Mai întâi, se folosește o unealtă aspră, apoi cea din mijloc și se termină lucrarea de finisare. Prin excluderea unuia dintre robinete, nu veți accelera procesul de tăiere, dar firul în sine se va dovedi a fi mult mai rău în calitate.
Nu este dificil să efectuați tranșarea metrică dacă utilizați instrumentele adecvate și vă bazați pe parametrii standardizați ai tabelelor specializate.
GOST 8724- (ISO 261
STAND INTERSTATIV
FIER METRIC
Diametre și trepte
Ediția oficială
CONSILIUL INTERSTATIV PENTRU STANDARDIZARE, METROLOGIE ȘI CERTIFICARE
ISS 21.040.10 Grupa G13
la GOST 8724-2004 (ISO 261-98) Norme de bază pentru schimburi. Metrica firelor. Diametre și trepte
(ICS nr. 10 din 2004)
prefață
1 DEZVOLTAT de Institutul de Cercetare Științifică și Proiectare a Instrumentelor de Măsurare în Inginerie Mecanică (OJSC „Institutul de Măsurări”)
2 INTRODUIT de Standardul de Stat al Rusiei
3 ADOPTAT de Consiliul Interstatic pentru Standardizare, Metrologie și Certificare (Proces-verbal nr. 22 din 6 noiembrie 2002)
4 Acest standard este un text identic al standardului internațional ISO 261-98 „Fire de scop general ISO. Diametre și trepte în diametre de la 1 la 300 mm ”și conține cerințe suplimentare care reflectă nevoile economiei țării
5 Decretul Comitetului de Stat al Federației Ruse pentru Standardizare și Metrologie din 23 iunie 2003 Nr. 201-Standard Standard GOST 8724-2002 (ISO 261-98) a intrat în vigoare direct ca standard de stat al Federației Ruse la 1 ianuarie 2004.
6 GOST DE ÎNLOCARE 8724-81
© Editura IPK Standards, 2003
Prezentul standard nu poate fi reprodus integral, parțial sau distribuit ca o publicație oficială pe teritoriul Federației Ruse fără permisiunea Standardului de Stat al Rusiei
1 Domeniu de aplicare ............................................... ......... 1
3 definiții ....................................................... .............. 1
4 Alegerea diametrelor și a etapelor ............................................... ....... 1
5 denumiri de fire ....................................................... ......... 7
GOST 8724-2002 (ISO 261-98)
STANDARD INTERSTATIV
Standarde de bază de schimb de schimb
FIER METRIC
Diametre și trepte
Norme de bază ale schimbului de schimburi. Fire filetate metrice. Planul general
Data introducerii 2004-01-01
1 Domeniu de aplicare
Acest standard se aplică firelor metrice de uz general cu profil conform GOST 9150 și stabilește diametrele lor de la 0,25 la 600 mm și trepte de la 0,075 la 8 mm.
Principalele dimensiuni ale firelor metrice sunt în conformitate cu GOST 24705.
Toleranțele filetelor sunt în conformitate cu GOST 9000 și GOST 16093.
Cerințele suplimentare care reflectă nevoile economiei țării sunt prezentate cu caractere italice.
GOST 9000-81 Norme de bază ale schimbului de schimburi. Filet metric pentru diametre mai mici de 1 mm. toleranțe
GOST 9150-2002 Norme de bază ale schimbului de schimburi. Metrica firelor. profilul
GOST 11708-82 Norme de bază ale schimbului de schimburi. Subiect. Termeni și definiții
GOST 16093-70 Norme de bază pentru schimburi. Metrica firelor. Toleranțe. Aterizări
GOST 24705-81 Norme de bază pentru schimburi. Metrica firelor. Dimensiuni principale
3 Definiții
Termeni și definiții - conform GOST 11708.
4 Alegerea diametrelor și a treptelor
4.1 Diametrele și treptele firului trebuie să corespundă celor indicate în tabelul 1.
La alegerea diametrelor firului, primul rând trebuie să fie preferat celui de-al doilea, iar al doilea celui de-al treilea.
Ediția oficială
| Tabelul 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diametrul nominal al firului d \u003d D |
|||||||||||
| Continuarea tabelului 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diametrul nominal al firului d \u003d D |
||||||||||
| Sfârșitul tabelului 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 denumiri de fire
5.1 Simbolul pentru mărimea firului trebuie să includă: litera M, diametrul nominal al firului și pasul firului, exprimat în milimetri și separat de o x.
Exemplu: M8x1.25
Un pas major în desemnarea firului poate fi omis.
Exemplu: M8.
5.2 Simbolul pentru firul din stânga este completat de literele LH.
Exemplul M8x1 - LH
5.3 Firele multiple se indică cu litera M, diametrul nominal al firului, semnul x, literele Ph, valoarea cursei, litera P și valoarea pasului.
Un exemplu de denumire convențională a unui fir dublu cu un diametru nominal de 16 mm, o cursă de 3 mm și un pas de 1,5 mm:
La fel pentru firul din stânga:
M16xRMP1.5 - LH
Pentru claritate, între paranteze, textul poate indica numărul de ori care începe firul.
Exemplu: М16хРМ1.5 (două abordări)
5.4 Desemnarea completă a firului include desemnarea câmpurilor de dimensiune și toleranță a firului conform GOST 9000 sau GOST 16093.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Cuvinte cheie: thread, fir metric, diametre, trepte, convenții
Editor R.G. Redactor Tehnic Goverdovskaya V.N. Corectorul Prusakova M.S. Layout computer Kabashova S.V. Riabova
Ed. persoane. 02354 din 14 iulie 2000. Trimis pe 12 august 2003. Semnat pe tiparire pe 15 septembrie 2003. Serviciul de tipărire 1,40. Editura Academică 0,65.
Circulație 1150 exemplare. C 11890.3ac. 786.
Editura de standarde IPK, 107076 Moscova, Kolodezny per., 14. http://www.standards.ru e-mail: [email protected]
Tastați la Editura pe o filială PC Editura IPK IPK - tip. „Imprimantă din Moscova”, 105062 Moscova, Lyalin per., 6.
