- Aceasta este producerea de îmbinări permanente cu nituri utilizate la fabricarea structurilor metalice (armături, grinzi, diverse tipuri de containere și structuri de rame). Nitonul este o tijă cilindrică din metal ductil, la un capăt din care este făcut un cap, numit ipotecă. În timpul operației de nituirepe a doua parte a tijei instalate în găurile golurilor conectate, se formează un al doilea cap de nit, care se numește blocare. Capetele încorporate și de blocare sunt în principal semicirculare și înfundate (Fig. 5.14). Necesitatea utilizării metalului ductil pentru fabricarea niturilor se datorează faptului că capetele sale sunt formate ca urmare a deformării plastice a miezului nitului. La realizarea îmbinărilor de nituri, niturile trebuie selectate din același material din care sunt fabricate piesele care urmează să fie îmbinate. Acest lucru previne apariția perechilor galvanice, ceea ce duce la coroziunea la punctul de contact al nitului și al piesei. Procesul de nituire este format din două etape - pregătirea și nituirea în sine.
Informații despre instalațiile de procesare. Comisia încurajează pregătirea standardelor europene în acest scop. Statele membre ar trebui să întocmească un registru de producători și să colecteze informații, inclusiv estimări verificate, pe baza cantităților anuale și a categoriilor de echipamente electrice și electronice introduse pe piață, colectate în toate modurile, refolosite, reciclate și returnate în statele membre; la deșeurile exportate colectate în greutate sau, dacă este posibil, în funcție de cantitate.
Statele membre se asigură că producătorii care furnizează echipamente electrice și electronice prin comunicații la distanță furnizează informații privind respectarea cerințelor articolului 8 alineatul (4), precum și asupra numărului și categoriilor de echipamente electrice și electronice introduse pe piață în statul membru în care cumpărătorul Acest echipament este amplasat.
Procesul de pregătire a nituirii include forajul sau perforarea unei găuri pentru o nituire și formarea unei adâncituri în el prin contorizare sub ipoteca și capetele de închidere, dacă este necesar. Nituirea în sine include instalarea unui nit în gaura pregătită, tensiunea pieselor de lucru nituite, formarea unui cap de închidere și decuparea după nituire. În funcție de natura conexiunii niturilor, nituirea se realizează într-o metodă rece (fără încălzire) și fierbinte (cu încălzirea preliminară a nitului la o temperatură de 1000 ... 1100 ° C). În practică, nituirea la cald este utilizată atunci când se folosesc nituri de oțel cu un diametru de peste 12 mm.
Statele membre se asigură că informațiile solicitate sunt aduse la cunoștința Comisiei la fiecare doi ani, în termen de 18 luni de la încheierea biennului relevant. Statele membre asigură schimbul celor mai recente informații pentru a se conforma acestei clauze și, în special, pentru operațiunile de prelucrare menționate la articolul 6.
Fără a aduce atingere alineatului (1), statele membre prezintă Comisiei un raport privind aplicarea prezentei directive la fiecare trei ani. Chestionarul sau planul este trimis statelor membre cu șase luni înainte de începerea perioadei reglementate de raport. Raportul este prezentat Comisiei în termen de nouă luni de la sfârșitul perioadei de trei ani reglementate de acesta.
Tipuri de nituri și nituri
Cel mai adesea, în timpul lucrărilor de instalare, se folosesc tipuri de nituri cu un cap semicircular și înfundat. Datorită faptului că niturile cu capul înfundat nu conectează ferm piesele la locul de nituire, utilizarea lor este limitată. Acest tip de nituri sunt utilizate numai în acele cazuri în care capetele lor nu trebuie să iasă deasupra suprafeței sale în condițiile de operare ale structurii. În funcție de scop și de condițiile de funcționare, niturile pot fi utilizate și cu alte forme de capete (Fig. 5.15).
Comisia publică un raport privind aplicarea prezentei directive în termen de nouă luni de la primirea rapoartelor de la statele membre. Adaptarea la progresul științific și tehnologic. Înainte de a modifica cererile, Comisia, printre altele, se consultă cu producătorii de echipamente electrice și electronice, reciclatori, procesatoare și organizații de mediu, precum și asociațiile de angajatori și consumatori.
Comitetul își adoptă regulamentul de procedură. Statele membre stabilesc sancțiunile aplicabile încălcării dispozițiilor naționale adoptate în conformitate cu prezenta directivă. Sancțiunile astfel prevăzute sunt eficiente, proporționale și descurajante.
Alegerea dimensiunilor niturilor depinde de grosimea pieselor nituite. Diametrul niturilor trebuie, de regulă, să fie egal cu grosimea totală a pieselor care trebuie îmbinate. Lungimea tijei de nituire este determinată ținând cont de formarea capului de blocare, de contracția tijei în timpul nituirii și de nevoia de a umple golul dintre tija de nit și peretele sau orificiul pentru acesta.
Statele membre se asigură că inspecțiile și monitorizările asigură aplicarea corectă a prezentei directive. Aceștia informează imediat Comisia cu privire la aceasta. Atunci când statele membre acceptă aceste dispoziții, acestea trebuie să conțină o trimitere la prezenta directivă sau să fie însoțite de o asemenea trimitere dacă sunt publicate oficial. Statele membre stabilesc metodele de tratament.
Statele membre comunică Comisiei textul legilor, regulamentelor și dispozițiilor administrative adoptate în domeniul reglementat de prezenta directivă. Sub rezerva îndeplinirii obiectivelor prevăzute în prezenta directivă, statele membre pot transfera dispozițiile menționate la articolele 6 alineatul (6), 10 (1) și 11, prin acord între autoritățile competente și sectoarele economice în cauză. Astfel de acorduri îndeplinesc următoarele cerințe.

Să luăm în considerare procedura de determinare a lungimii tijei de nituire cu capete decupate (a se vedea Fig. 5.14, a) și semicirculare (vezi Fig. 5.14, b). În ambele cazuri, lungimea nitului / este determinată pe baza grosimii părților nituite S și a lungimii / 0 părții tijei nitului care iese din orificiul de deasupra suprafeței pieselor care urmează să fie unite. Lungimea părții proeminente a tijei depinde de diametrul nitului și de forma capului de blocare. Pentru niturile cu cap semicircular 10 \u003d (1,2 ... 1,5) d, pentru niturile cu capul înfundat 10 \u003d (0,8 ..., 2) d.
Aceste state membre comunică deciziile lor Comisiei până la data intrării în vigoare a prezentei directive. Comisia informează celelalte state membre și Parlamentul European cu privire la aceste decizii. În termen de cinci ani de la intrarea în vigoare a prezentei directive, Comisia prezintă un raport Parlamentului European și Consiliului pe baza experienței cu aplicarea prezentei directive, în special în ceea ce privește taxele individuale, prelucrarea, renovarea și sistemele financiare. În plus, raportul se bazează pe progrese tehnologice, lecții învățate, cerințe de mediu și funcționarea pieței interne.
Pentru a asigura o instalare liberă, dar suficient de strânsă a nitului, diametrul găurii trebuie să fie puțin mai mare decât diametrul nitului:
Diametrul nitului, mm 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 6,0 7,0 8,0
Diametrul burghiului, mm:
montaj precis .... 2.1 2.4 2.7 3.1 3.6 4.1 5.2 6.2 7.2 8.2
ansamblu dur .... 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
În cazurile în care este imposibil să formați un cap de blocare în articulație, se folosesc nituri explozive (Fig. 5.15, g). Un astfel de nit, umplut cu exploziv, este instalat în gaura pieselor care urmează să fie unite și este depus cu lovituri ușoare de ciocan în stare rece. După aceea, este încălzit din partea capului înglobat de un dispozitiv de încălzire (de exemplu, un fier de lipit), ca urmare a faptului că există o explozie a substanței plasate în tija nitului și capătul acesteia se extinde, formând un cap de blocare.
Dacă este necesar, raportul ar trebui să fie însoțit de propuneri de revizuire a dispozițiilor relevante din prezenta directivă. Prezenta directivă intră în vigoare în ziua publicării în Jurnalul Oficial al Uniunii Europene. Prezenta directivă se adresează statelor membre.
Dispozitive electrice și electronice. Jucării, sport și timp liber. Instrumente de control și management. Având în vedere considerațiile de mediu și recomandarea pentru reutilizare și reciclare, alineatele 1 și 2 sunt aplicate în același mod pentru a nu interfera cu reutilizarea și reciclarea componentelor sau a întregului dispozitiv.
Pentru a conecta foi metalice subțiri și piese din materiale nemetalice, se folosesc nituri tubulare (Fig. 5.15, g), al cărui cap de închidere este format prin flăcări.
Locul de conectare a pieselor care folosesc nituri se numește cusătură de nit. În funcție de natura îmbinării și de desemnarea acesteia, cusăturile nituite sunt împărțite în trei tipuri: durabile, dense și durabile.
În conformitate cu procedura menționată la articolul 14 alineatul (2), Comisia evaluează, cu prioritate, dacă problemele au o influență. Cerințe tehnice în conformitate cu articolul 6 alineatul (3). Marcarea simbolurilor cu echipamente electrice și electronice. Simbolul pentru o colecție separată de echipamente electrice și electronice este o coșă cu roți încrucișate, așa cum se arată mai jos. Personajul trebuie tipărit clar, lizibil și de neșters.
Nituirea cu tehnologia sa este nedistinsă între îmbinări. În această formă, se realizează conexiunea de foi, materiale în formă și alte componente. În prezent, această metodă de lipire este adesea înlocuită de sudare sau lipire. Pentru nituirea directă, conexiunea se realizează prin împărțirea unei componente la alta. Piticii sunt cel mai adesea reci. Această conexiune este utilizată numai pentru piese cu sarcină redusă.
Se folosesc cusături durabile în cazuricând este necesar să se obțină o conexiune de rezistență crescută. De regulă, acestea sunt îmbinări în diferite structuri de sprijin: grinzi, coloane, structuri de ridicare și alte structuri similare.
Niturile indirecte sunt nituite și diferite. Fixat - este obișnuit în structurile de oțel, de exemplu, în catarguri, poduri, structuri de acoperiș etc. Impermeabil - este o întâlnire frecventă în containerele pentru lichide și gaze, indiferent dacă sunt fără presiune sau cu presiune scăzută, substanțele depuse nu ar trebui să curgă.
Rigid și impermeabil - necesar pentru vasele sub presiune, care trebuie să reziste la anumite solicitări la umplere. Legătura nitului - include îmbinări fără cerințe speciale. Nitonul brut este format dintr-un cap și o tulpină, iar capul este format prin nituire. Cu niturile, tija este ușor conică în cap, iar apoi cilindric, cu mici nituri întreaga tijă este cilindrică. Capetele de nituire au forme diferite în funcție de aplicarea lor. Materialele moi și foile subțiri sunt îmbinate cu niturile goale.
Cusătura strânsă folosită la nituirea rezervoarelor și a vaselor pentru lichide, conexiunile conductelor pentru transportul gazelor și lichidelor la presiune scăzută.
Cusătura puternică servește la conectarea pieselor din dispozitive și structuri care funcționează sub presiune înaltă, de exemplu în cazanele cu aburi.
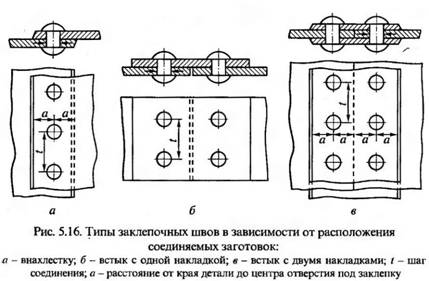
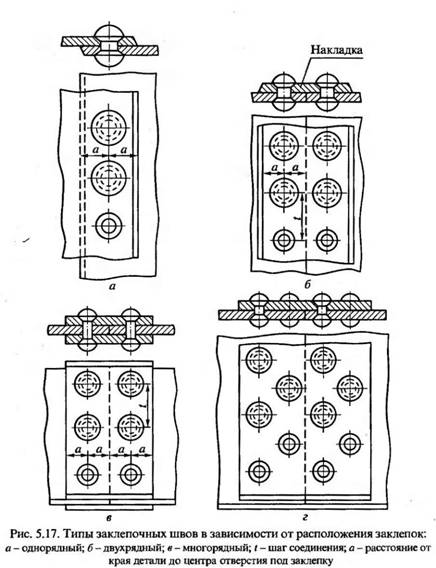
După poziția relativă a detaliilor conexiunii se disting două tipuri de cusături: fund și poală (Fig. 5.16, a). Îmbinarea butonului a pieselor se realizează cu ajutorul plăcuțelor. Conexiunea utilizează una (fig. 5.16, b) sau două (fig. 5.16, c) suprapuneri. Niturile pentru orice tip de conexiune pot fi plasate într-unul, două, trei sau mai multe rânduri. În funcție de numărul de rânduri de nituri în îmbinare, se disting articulațiile de nituri simple, duble și multi-rând (Fig. 5.17).
Niturile cele mai utilizate sunt capetele niturilor.
Niturile complete sunt folosite pentru a uni foile mai groase. Fig. 2: Nitură cap. Folosit pentru a face capul.
Procedura cu nituri rotunde
Măsurați centrarea găurilor - respectați principiul distanței și distanței de la marginea îmbinării, a centrelor de intersecție a găurilor de îndepărtat, a părților aferente care trebuie sfâșiate cu o clemă și găuri de găurit, axa nitului a tijei nitului, apoi oblic și în cerc, ghidate de lovituri de ciocan, pentru a forma un cap de obturator care este umplut cu un bloc de bloc. Fig. 6: Nitură orientată.Distanța dintre niturile din conexiune este selectat în funcție de tipul de conexiune (un rând sau două rânduri). În cusăturile dintr-un singur rând, distanța dintre axele niturilor (treapta) trebuie să fie egală cu trei diametre ale niturilor, iar distanța de la marginea pieselor care trebuie conectate la axa niturilor din îmbinare trebuie să fie de cel puțin un diametru și jumătate. Atunci când executați cusături cu două rânduri, respectiv această distanță ar trebui să fie egală cu cele patru diametre ale nitului și unu și jumătate, ca într-o conexiune cu un singur rând. Distanța dintre rândurile de nituri în astfel de îmbinări trebuie să fie de două diametre.
Procedura de lucru pentru nituirea niturilor pentru nituire
Pare a fi nituit cu un cap cu jumătate de ochi. Numai la capătul nitului, nitul este introdus în gaura încastrată pentru a acoperi suprafața piesei de prelucrat. Clestele sunt proiectate pentru aluminiu și nituri de oțel. Capul de nituri rotativ 360 ° funcționează în toate pozițiile.
Lucrări din metal pe coloana onorifică a Sfintei Treimi din Olomouc Ivan Hauska. O parte importantă a coloanei onorifice a Sfintei Treimi sunt sculpturile din cupru și accesoriile metalice din piatră și părți de construcție ale acestui monument remarcabil. Punctul de vedere, fără îndoială, cea mai impresionantă parte a elementelor metalice ale coloanei onorifice, sunt două compoziții cu dimensiuni de viață ale unor figuri proiectate eficient, amplasate pe vârful canulat al clădirii. Pe capul coloanei se află o sculptură a Sfintei Treimi.
Afirm
Artă. maestru
______________
Plan
lecție de pregătire industrială
Profesie Fermă_
Tema programului Articole metalice generale
Subiectul lecției nituirea
Obiectivele lecției: Realizarea îmbinărilor nituite.
Predare Aplică cunoștințe teoretice în lucrări practice, abilități independentridicați material __
Sub coloana coloanei, parcă plutind în sus, se află o sculptură a Adormirii Maicii Domnului. O parte mai mică a decorațiunii obiectului formează în metal atributele figurilor individuale ale sfinților și accesoriile capelei și împrejurimilor acesteia. Această sculptură barocă dinamică a fost realizată prin tehnologie metalografică de precizie la sfârșitul secolului de către bijutierul Olomouc Simon Forstner.
Surse istorice arată că primul grup de sculpturi a fost creat pentru grupul sculptural al Sfintei Treimi. Este format din caracterele lui Dumnezeu Tatăl, Iisus Hristos și simbolul Duhului Sfânt, ale cărui aripi se răspândesc înaintea discului solar. Personaje compun, glob, nor și mic înger. La poalele Trinității se află o statuie a Arhanghelului Mihail zburător, cu un scut și o sabie în flăcări, care poate fi considerată o sculptură separată. În partea de jos a coloanei coloanei Sfintei Treimi se află un grup de statui ale Adormirii Maicii Domnului.
în curs de dezvoltare Capacitatea de a analiza, compara, evidenția caracteristicile esențiale.
Educational Pentru a dezvolta un sentiment de frumusețe, o dorință de frumusețe, demnitate umană._
Educațional - muncă de producțiePregătirea pieselor nituite. Asamblarea și nituirea articulației pe picior de mână cu nituri cu capete semicirculare și înfundate. Controlul calității nituirii. Nituirea cu un ciocan pneumatic de nituire.
Sculptura, concepută inițial ca o compoziție de piatră, a fost realizată după o bună experiență a sculpturii. Este format din figura Fecioarei Maria, care este deținută de doi îngeri. Sculpturile sunt turnate din foi groase de cupru, care sunt aurite în locuri vizibile. Compoziția foii 1 și grosimea acesteia corespund tehnicii anterioare din acel moment. Puterea foilor sculpturilor individuale este diferită. Sculptura superioară a Trinității este realizată dintr-un material cu o grosime de până la 2,5 mm, iar în grupul Adormirea - o grosime a foii de 1,5 mm. Datorită grosimii foii și rigidității sculpturilor, structura internă nu este susținută în sensul că pe ea sunt asamblate piese individuale.
Material și echipament tehnicCiocanele de banc cu o greutate de 500 - 600 g; _ sertizatoarele sunt diferite.
Atelierul este echipatInstrumente de marcare (busole de marcare, scriber, pumn central) rigla de măsurare; unghiurile de ridicare sunt diferite; diferite fișiere; ferăstraiele sunt din metal; mașină de scos; ciocane pneumatice de nituire.
Acesta îndeplinește numai funcția de fixare și atașare a sculpturilor la grinzile încorporate în coloană. De asemenea, conduce la separarea personajelor individuale în părți. Fiecare statuie este realizată de Simon Forstner complet metalic. Fiecare sculptură a fost împărțită în mai multe părți pentru producerea tăieturilor din foi de cupru. Stăpânul a stropit mai întâi din spate, apoi a tras, rupt și tăiat la o parte. Pe lângă capacitatea excepțională a imaginației spațiale de a crea tăieturi, cunoașterea materialului și a proprietăților sale, precum și o lucrare măiestră cu diferite tipuri de ciocane de basculare din metal, unelte cu canelură și butoaie ciselyar.
În timpul cursurilor
Partea organizatorică a lecției (3-5 minute)
Verificarea studentului
Instructaj de debut.
Spuneți elevilor subiectul și scopul lecției (ce se va face în această lecție):
Îmbinări nituite și aplicarea lor. Determinarea diametrului și lungimii nitului. Instrumente și echipamente pentru nituire. Posibilă căsătorie a îmbinărilor nituite și măsuri pentru prevenirea acesteia. Controlul calității îmbinărilor nituite._
În timpul funcționării, foaia trebuie acoperită de mai multe ori pentru a înmuia din nou materialul întărit. Găurile au fost găurite de-a lungul îmbinărilor, sârma de cupru s-a extins, care a fost întoarsă în interior și strânsă cu clește. După lipire, firele au fost scoase și curățate din exterior, în timp ce coaserea sârmei a rămas în interior. Aceste unități compacte au fost conectate între ele prin cuplaje cu șurub. În acești compuși, toate părțile și crucile hamului prin care sunt trase detaliile statuii împreună cu șuruburile de cupru sunt expulzate pe părți.
Întreaga suprafață a sculpturii de cupru a fost modelată în foc. Această tehnologie străveche de aurire este cel mai durabil mod de a proteja suprafața sculpturilor care folosesc aurul. Cu toate acestea, aurirea este periculoasă, funcționează cu otrăvuri, iar mânia vaporilor de mercur, care este otrăvitoare, poate fi inhalată prin recoacerea amalgamului aurit aurit. Figurile sculpturilor sunt întotdeauna colectate pe axul coloanei și sunt interconectate cu structura auxiliară sau cu părți mici ale sculpturii.
2. Verificarea cunoștințelor (teoretice) ale elevilor. (modul în care este învățat subiectul) Întrebări. 1. Cum să marchezi o cusătură nituită: a) o suprapunere dintr-un singur rând? b) fundul cu un singur rând 2. Ce burghiu pentru găuri găuri pentru nituri cu diametrul de 6 mm?
3. Care este proprietatea unui solid utilizat la fabricarea compușilor. 4. Cum să nit cu un ciocan pneumatic de nituire? __
3. Învățarea de materiale noi. Planul poveștii (sau conversației) comandantului (detaliat)
Nituirea este operația de a obține îmbinări dintr-o singură piesă folosind nituri de diferite forme și dimensiuni. În funcție de dimensiunea și locația niturilor, nituirea poate fi caldă și rece. Nituirea la cald se face de obicei cu nituri cu diametrul de peste 10 mm, iar nituirea la rece se realizează cu nituri cu diametrul de până la 10 mm. Nituirea, în funcție de sculă și echipament, precum și de metoda de aplicare a loviturilor sau presiunii pe nit, poate fi de trei tipuri: 1) nituirea cu impact cu unelte de mână; 2) nituirea cu impact cu ciocane pneumatice de nituire; 3) presare nituire cu prese de nituire și capse. Nituirea este o tijă cilindrică prevăzută cu un cap cu o anumită formă. Capul nitului, plantat în avans, adică confecționat cu tijă, se numește file, în timp ce celălalt, format în timpul nituirii din partea tijei care iese deasupra suprafeței părților nituite, se numește blocare.
4. Fixarea materialului:
Este clar pentru studenți să afle?
Încercări încearcă mai întâi elevii puternici, apoi cu restul.
Analiza erorilor făcute în lucrare:
Dacă este necesar, arătați din nou un eșantion de execuție de către maestru (a întregului proces sau a părții sale)
Amintiți-le elevilor măsurile de siguranță:Când atașați furtunul la unealtă, verificați mai întâi cu aer comprimat; Nu țineți instrumentul pneumatic de furtun sau de partea de lucru. Porniți alimentarea cu aer numai după ce ați pus instrumentul în poziția de lucru.
Lipirea pieselor pentru a forma un cap de blocare în jos.
studenți:
Defalcarea frontului de lucru în brigade._
Prezentarea informațiilorStudenții care lucrează. Marcați cusătura nituită. Pentru niturile din poală, marcați cusătura pe o singură parte. Pentru nasturi de nituire, marcați cusătura numai cu stratul superior. Când marcați, respectați pasul dintre nituri și distanța de la centrul nitului până la marginea părții a: cusătură dintr-un singur rând t = 3 d , a = 1,5 d cusătură dublă t = 4 d , A \u003d 1,5 d Unde d - diametrul niturilor. Atunci când efectuați tehnici de nituire, se recomandă colaborarea: unii suport de nituire a piesei, celălalt execută nituire.
Bypass-urile vizate:
Verificați organizarea locurilor de muncă.
Verificați corectitudinea tehnicilor pentruGăuri de găuri și capete de nituri de la înfășurare. Alegeți un burghiu corespunzător diametrului nitului. Combinați piesele și strângeți-le împreună cu un vânt manual sau cu cleme. Găuri gauri pentru nituri în ambele părți în același timp. Locuri (cuiburi) înfășurate sub capetele netezite ale niturilor la o adâncime egală cu 0,8 diametrul niturilor. În partea în care vor fi amplasate capetele semicirculare, îndepărtați tevile de 1,0 - 1,5 mm cu un burghiu sau cu o jgheab. _
3. Verificați siguranțaLa nituire, ar trebui să lucrați cu un instrument de lucru, nu trebuie să existe nimic de prisos la locul de muncă ._
4. Să ofere asistență individuală studenților dinPregătirea pieselor pentru nituire: 1) marcați cusătura nituită. 2) găuri de găuri și locuri de răsturnare pentru capetele niturilor.
5. verificați calitatea misiuniiAutocontrolul calității muncii efectuate .__
6. briefing final
Rezumă lucrareaPentru a dezasambla greșelile tipice făcute în lucrare, o posibilă căsătorie și măsuri pentru prevenirea acesteia.
2. Pentru a analiza lucrările de verificareAnalizați activitatea studenților; indicați lipsa finalizării misiunii. Marcați cea mai bună lucrare.
3. Marcați cea mai bună lucrare. Note de raportÎncurajați munca cea mai bună a elevilor. Notarea.
4. temeCompune puzzle-uri pe subiectele: „Lăcătuși” ._
Curățarea locului de muncă
Curățarea atelierului, curățarea teritoriului instrumentului._
Master of Training Training:
